

 |
| 涵湛资讯 |
| 规划与选型 |
| MES资讯 |
| ERP资讯 |
| 服务与支持 |
| 行业解决方案 |
| - - 家用电器行业 |
| - - 电子行业 |
| - - 食品行业 |
| - - 玩具行业 |
| - - 日用品行业 |
| - - 印刷行业 |
| - - 皮具行业 |
| - - 模具行业 |
| - - 注塑行业 |
| - - LED行业 |
| - - 造纸行业 |
| - - 制药行业 |
| - - 电池行业 |
| - - 阀门行业 |
| - - OEM行业 |
| - - ODM行业 |
| - - 家具橱柜行业 |
| - - 半导体行业 |
| - - 化工行业 |
| - - 机械行业 |
| - - 生产制造行业 |
| - - 洁具行业 |
| - - OA办公 |
| - - 不锈钢制造行业 |
| - - 电子商务行业 |
| - - 仪器仪表行业 |
| - - 机器设备行业 |
| - - 汽车制造行业 |
| - - 混合制造行业 |
| - - 服装行业ERP解决方案 |
| - - 智慧养老行业解决方案 |
| - - 锯片行业解决方案 |
| - - 紧固件行业MES |
| - - 绗缝行业ERP MES |
 |
标准工时设定方法
一、时间研究的定义、特点及用途
1.时间研究的定义
时间研究是一种作业测定技术,旨在决定一位合格适当、训练有素的操作者,在标准状态下,对一特定的工作以正常速度操作所需要的时间。
以上定义的含义为:
(1)合格适当、训练有素的操作者
即操作者必须是一个合格的工人,而且该作业必须适合于他做;操作者对该项特定工作的操作方法,必须受过完全的训练;操作者必须在正常速度下工作,不能过度紧张,也不能故意延误,工作时生理状态正常。
(2)在标准状态下
系指用经过方法研究后制定的标准的工作方法、标准设备、标准程序、标准动作、标准工具、标准机器的运转速度及标准的工作环境等。
2.时间研究的用途
(1)决定工作时间标准,并用以控制人工成本。
(2)制定标准时间作为资金制度的依据。
(3)决定工作日程及工作计划。
(4)决定标准成本,并作为标准预算的依据。
(5)决定机器的使用效率,并用以帮助解决生产线的平衡。
二、时间研究的方法、步骤
1. 时间研究的研究方法
时间研究也称秒表时间研究、直接时间研究或密集抽样时间研究――即采用抽样技术进行研究。
抽样调查是按随机的原则从总体中抽选少部分单元,无任何主观意图的影响,因此具有 充分的代表性。
抽样调查的次数是根据科学的计算确定的,在调查次数上,有最低限度的保证。
抽样调查的结果,其误差可在调查之前根据抽样的次数和总体中各单位时间标志的差异程度,事先通过计算,将其控制在一定范围之内,因此调查结果比较可靠。
密集抽样与后面介绍的工作抽样(分散抽样)不同之处在于:密集抽样是在一段时间内, 利用秒表连续不断地观测操作者的作业,而分散抽样(工作抽样)则是在较长时间内,以随机的方式,分散地观测操作者。
2. 时间研究的工具
秒表(停表、马表)
观测板
时间研究表格
铅笔
计算器
测量距离及速度的仪器等
3、时间研究的步骤
收集资料
划分操作(单元)
测时
正常时间
宽放时间
标准时间
收集资料 :
(1)能迅速识别研究内容的资料
(2)能正确识别制造的产品或零件的资料
(3)能正确识别制造程序、方法、工厂或机器的资料
(4)能识别操作者的资料
(5)研究的期间
(6)有关工作环境的资料 温度、湿度、照明、噪声以及其它影响操 作者生理与心理的资料。
3、时间研究的步骤
收集资料
划分操作(单元)
测时
正常时间
宽放时间
标准时间
收集资料 :
(1)能迅速识别研究内容的资料
(2)能正确识别制造的产品或零件的资料
(3)能正确识别制造程序、方法、工厂或机器的资料
(4)能识别操作者的资料
(5)研究的期间
(6)有关工作环境的资料 温度、湿度、照明、噪声以及其它影响操 作者生理与心理的资料。
4)连续测时法
决定观测次数
1)为什幺同样操作要做若干次观测
同一操作者连续操作,因下列各种原因,使各单元每一次所用时间并非完全相同。
l 因为工具、材料、零件等放置位置并不完全相同,所以取用时间也就不相同;
l 读取秒表的误差;
l 对象品质的差异等。
2)影响观测次数的因素
l 操作者的技术程度;
l 操作本身的稳定性(如材料规格不一,品质时有变化等)
l 测时的精度要求不一,观测次数亦不同。
3)决定观测次数的方法
误差界限法
此法计算观测次数N的公式如下(误差为±5%,可靠度为95%);
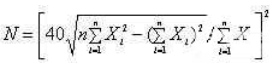
式中
X2――每一次秒表读数;
n――试行先观测的次数。
正常时间
所谓正常时间则市以一种不快不慢的正常速度完成工作所需要的时间。 必须利用“评比”予以修正上述步骤所求出的操作者个人的平均时间。
(1)何谓“评比” 评比就是时间研究人员将所观测到的操作者的操作速度,与自己理想中的理想速度(正常速度)作一想象的比较。
(2)建立理想速度(或称正常速度)的方法 根据评比的定义可知,时间研究人员必须能在自己头脑中建立一个理想的速度,然后再根据这个理想速度去评比操作者动作的快慢。
评比尺度
常用的速度评比尺度有三种,即60分法、100分法及75分法
1)60分法与100分法 此两种方法是建立在同一水平之上,凡观察速度与理想速度完全相同的给予60或100分。
2)75分法 这是由英国时间研究专家所提出的一种方法,他们认为采取自然的标准为依靠,也就是现在管理上公认的,在有刺激的情况下比无刺激的情况下速度要快1/3,所以可依照此种有刺激情况下的速度为理想速度的标准。即
在有刺激情况下,三种尺度的正常速度为:80,133, 100
在无刺激的情况下,三种尺度的正常速度为:60, 100 ,75
宽放时间
将操作时所需的停顿或休息,加入正常时间。这种进一步进行修正的时间称为“宽放 时间”。
宽放率(%)=(宽放时间/正常时间)×100%
(1)增加宽放时间的原因
1)操作周程中操作的疲劳,需要休息。
2)操作者个人的需要,如喝水、上厕所、擦汗、更衣等。
3)操作者听取班长或车间主任的指示,或本人指示助手等,而使本身工作停顿。
4)操作者领材料、工件、对象及完成件、工具的送走等。
5)操作中等待检验、等待机器的维修、保养、等待材料等。
6)操作者从事操作前的准备工作,如清理工作场所、擦拭机器、所需对象的准备和操作中、操作完后工作场所、机器、物料及工具的清理工作。
7)操作者从事刀具的刃磨、更换皮带、调整机器等工作。
(2)宽放时间的种类
1)私事宽放 这是考虑操作者生理上的需要,如喝水、上厕所、擦汗、更衣等。每天8 小时工作,上下午无规定的休息时间时:
对于轻松工作,一般为正常时间的2%一5%。
对于较重工作(或不良环境)则大于5%。
对于举重工作(或天气炎热)定为7%。
一般情形多以正常时间的5%计。
2)疲劳宽放―― 一般采用估计的方法来决定。在一般情况下常以正常时间的百分率来表示。
3)程序宽放――是操作中无法避免的延迟所需要的宽放时间。
4)特别宽放时间――按其发生的情形分成3类。
l 周期动作宽放时间 如刃磨工具、清洁机器或工厂、周程检查、发生在一固定间隔或 某一定周期之后的动作时间。
l 干扰宽放时间 一人操作多台机器,当在这台机器操作时,另一台机器已停止,等待来操作。称为干扰宽放。
l 临时宽放 对可能发生而不能确定会发生的事件发生时,给予临时宽放时间,通常规定此类宽放时间不得超过正常时间的5%。
5)政策宽放时间
标准时间
(1)标准时间的形成
标准时间的形成
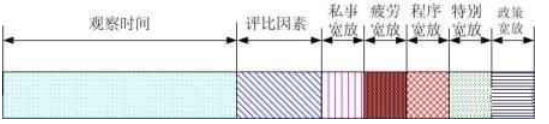
(2)标准时间的计算方法
标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率)
例如,某一单元观测时间为0.8min, 评比为110%,宽放为 5%,则正常时间为0.88min,标准时间为0.924min
时间研究的应用实例
现以在铣床上铣通槽为例来说明其应用。此例中共有以下七个操作单元: 拿起零件放在夹具上,夹紧零件,开动机床,铣刀空进,立铣通槽,按停机床,床台退回,松开夹具,取出零件,刷出铁屑。
通过对这七个操作单元的10次观测,得到每个操作单元的平均操作时间,例如第一单元 的平均操作时间为0.143,第二单元为0.155…等。 1,2,3,5,6,7的评比系数为110%,而第4操作单元的评比系数为100%,以第l单元为例,则:
正常时间=观测时间×评比系数=0.143×1.10=0.157
标准时间=正常时间(1+宽放率)二0.157×(1十0.15)=0.181
 联系热线
联系热线
手机:18157104232
手机:13486114358
电话:0571-85821279
杭州涵湛软件有限公司
地址:杭州下沙经济开发区瓯江大厦8层